
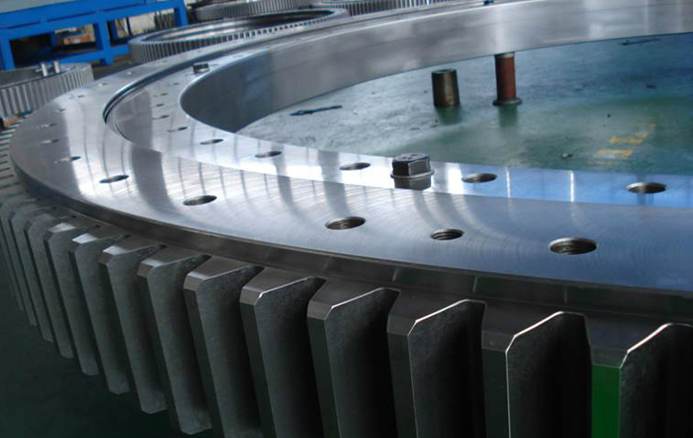
YDTech® manufacturer of precision slewing ring bearing with balls and rollers combination! supplier of loose turntable swing ring bearings with balls and cylindrical rollers combined in china.


be familiar with the material of rough and its state after forging, inspecting whether there are lamination and cracks or any other defect in rough. measure all the dimensions of rough, calculate manufacture allowance and estimate the number of turning exactly.
after lathing rough of the bearing parts ,support them by three points, keep flat ,and then go on aging treatment in order to eliminate the internal stress caused in the process of rough turning and prevent serious deformations.

after bearing parts molding and turning, in order to prevent serious deformations, we must release parts fixed device to make bearing parts in stressfree state, looking for the correct position again and press on with it
special technology of inner ring with crossed, three row roller slewing bearing. In order to prevent deformation of crossed, three row roller slewing bearing after inner ring heat treatment during the process of turning, we must process in pairs, cutting and shaping after heat treatment.


surface of bearing raceway intermediate frequency quenching, hardness should not be less than 55HRC, depth of hardened layer should not less than 4mm,soft zone width should not less than 50mm,and then mark “S” at the corresponding position.
the precision of turntable swing bearing assemblies assembled
| No. | raceway center circle diameter | single row 4 point | single row crossed roller | double row balls | 3 row roller | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| axial clearance | < 500 | 0.04~0.20 | ||||||||
| >500-700 | 0.04~0.25 | v0.02 | 0.10~0.20 | 0.03~0.06 | ||||||
| >710~1120 | 0.06~0.30 | 0.02~0.04 | 0.10~0.30 | 0.03~0.08 | ||||||
| >1120~1800 | 0.08~0.45 | 0.02~0.07 | 0.10~0.40 | 0.03~0.10 | ||||||
| >1800~2800 | 0.10~0.55 | 0.04~0.10 | 0.10~0.50 | 0.04~0.15 | ||||||
| >2800~4500 | 0.12~0.65 | 0.06~0.15 | 0.10~0.60 | 0.05~0.20 | ||||||
| diameter clearance | <500 | 0.04~0.20 | ||||||||
| >500~710 | 0.04~0.25 | <0.02 | 0.10~0.70 | 0.03~0.15 | ||||||
| >710~1120 | 0.06~0.30 | 0.02~0.04 | 0.20~0.90 | 0.04~0.20 | ||||||
| >1120~1800 | 0.08~0.45 | 0.02~0.07 | 0.20~1.00 | 0.06~0.25 | ||||||
| >1800~2800 | 0.10~0.55 | 0.04~0.10 | 0.20~1.10 | 0.07~0.30 | ||||||
| >2800~4500 | 0.12~0.65 | 0.06~0.15 | 0.30~1.30 | 0.08~0.35 | ||||||
| end face runout | <500 | 0.10 | ||||||||
| >500~710 | 0.12 | 0.12 | 0.40 | 0.08 | ||||||
| >710~1120 | 0.15 | 0.14 | 0.50 | 0.12 | ||||||
| >1120~1800 | 0.25 | 0.16 | 0.60 | 0.15 | ||||||
| >1800~2800 | 0.30 | 0.25 | 0.70 | 0.20 | ||||||
| >2800~4500 | 0.35 | 0.30 | 0.80 | 0.25 | ||||||
| radial runout | <500 | 0.15 | ||||||||
| >500~710 | 0.20 | 0.20 | 0.50 | 0.25 | ||||||
| >710~1120 | 0.30 | 0.30 | 0.60 | 0.30 | ||||||
| >1120~1800 | 0.40 | 0.35 | 0.80 | 0.35 | ||||||
| >1800~2800 | 0.50 | 0.45 | 1.00 | 0.40 | ||||||
| >2800~4500 | 0.60 | 0.55 | 1.20 | 0.45 | ||||||
| gear radial runout | <500 | 0.30 | ||||||||
| >500~710 | 0.35 | 0.25 | 0.60 | 0.30 | ||||||
| >710~1120 | 0.40 | 0.30 | 0.80 | 0.35 | ||||||
| >1120~1800 | 0.50 | 0.40 | 1.00 | 0.40 | ||||||
| >1800~2800 | 0.65 | 0.50 | 1.20 | 0.60 | ||||||
| >2800~4500 | 0.80 | 0.60 | 1.40 | 0.75 | ||||||
| total | 5 types of turntable swing bearing(slewing ring bearings) assemblies | |||||||||
- home
- products
- contact
- equipments
- slewing bearings
- single row 4point slew rings
- double row slew bearings
- three row cylindrical roller slewing rings
- crossed roller slewing rings
- balls/rollers combined slew rings
- wind power bearing
- TBM bearings
- rotary table rings
- YRT turntable bearings
- YRTS rotary table rings
- YRTM turntable bearings
- YRTSM rotary table rings
- ZKLDF turntable bearings
- needle roller bearings
- cylindrical roller bearings
- tapered roller bearings
- ball bearings