
الشركة المصنعة لدبابيس محرك الأقراص لبرامج تشغيل الوجه لآلات CNC ، المخارط على الحفر ، الطحن! مورد برامج تشغيل الوجه دبابيس القيادة على تحول ، طحن ، حفر ، grindin في الصين.

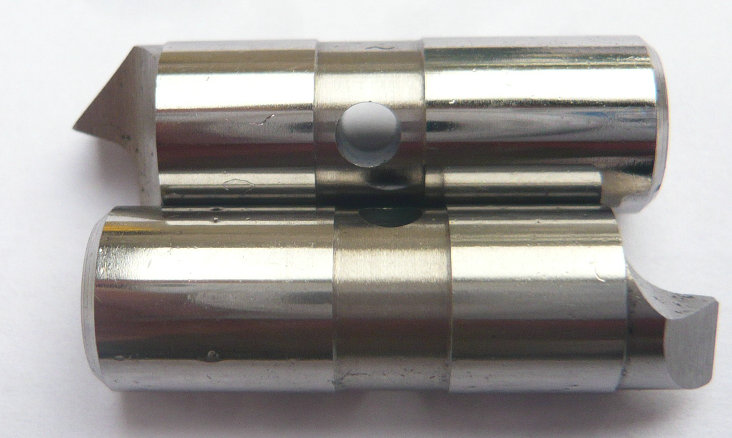
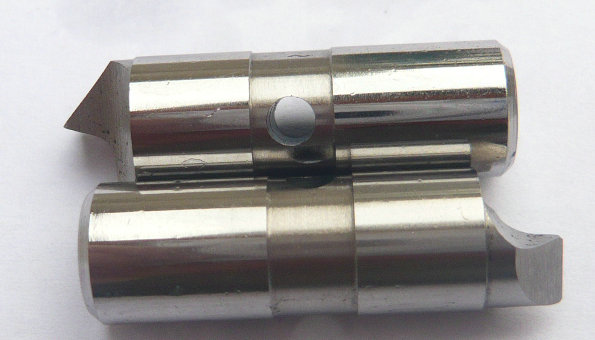
نحن ننتج دبابيس محرك الأقراص على رسومات العميل ، وتشمل الطحن طرفا مسنن ، وليس معالجة المخرطة. بمثابة أسنان سائق الوجه ويعض في وجه الجزء الذي يتم تشكيله. يمكن استبدال دبابيس القيادة واعتمادا على حجم السائق وقطعة العمل المعنية ، يتم استخدامها في مجموعات من ثلاثة إلى عشرة
تستخدم دبابيس السائق عادة في حجرة دبابيس مفاتيح القفل وهي مصممة للتفاعل مع المفتاح للسماح للقابس (الأسطوانة) بتشغيل القفل وإلغاء قفله. ليس المقصود استخدامها كبرامج تشغيل للوجه. نحن ننتج فقط دبابيس محرك الأقراص ، دبابيس إبرة الأسطوانة ، تخصيص الرسومات الخاصة بك وليس مواجهة السائقين.


سائق الوجه هو نوع من مركز المخرطة يستخدم لدعم وقيادة قطعة العمل أثناء عمليات المعالجة. يتكون من مركز دوار مع مجموعة من المسامير المحملة بنابض والتي تتفاعل مع وجه قطعة العمل. تم تصميم سائق الوجه لنقل عزم الدوران إلى قطعة العمل ودعمه شعاعيا ، مع السماح أيضا بالحركة المحورية وتقليل التشوه أو الانحراف.
تستخدم مشغلات الوجه بشكل شائع في تطبيقات الخراطة والطحن ، خاصة لقطع العمل عالية الدقة التي تتطلب درجة عالية من الدقة وتشطيب السطح. يتم استخدامها عادة جنبا إلى جنب مع مخرطة أو آلة طحن ويمكن تشغيلها إما يدويا أو تلقائيا باستخدام نظام هيدروليكي أو هوائي.

ومن المزايا الأخرى لبرامج تشغيل الوجه انخفاض تكاليف الطاقة ، فضلا عن تقليل التآكل والتلف على المغزل وعلى المكونات الداخلية للماكينات. يتطلب الأمر طاقة أكبر لتدوير ظرف كبير مثبت على الماكينة أكثر مما قد يتطلبه الأمر باستخدام سائق وجه صغير. قد تقلل برامج تشغيل الوجه الميكانيكية أيضا من تكاليف الصيانة. عادة ما يكون تطبيق الشحوم عند تغيير دبابيس القيادة هو كل ما هو مطلوب.
يجب أن تكون عملية دبابيس محرك الأقراص باتجاه برنامج تشغيل الوجه. لاحظ توحيد كل مسافة بادئة. يشير هذا التوحيد إلى أن كل دبوس محرك قد اخترق الوجه بنفس العمق ، مما يضمن محرك متساو لكل دبوس أثناء عمليات المعالجة. يتراوح اختراق الدبوس في مرحلة التثبيت الأولية من 0.003 إلى 0.005 ، ويتراوح من 0.010 إلى 0.020 في مرحلة التثبيت النهائية. نحن ننتج فقط دبابيس محرك الأقراص ، دبابيس إبرة الأسطوانة ، تخصيص رسوماتك وليس برامج تشغيل الوجه
| drive pins (quantity) | face drive (diameter) | cneter (diameter) | screw key pins | cneter pins | drive pins (diameter) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3 | 160 | 5 | 3 | 22 | 6 | ||||||
| 3 | 160 | 3 | 3 | 22 | 8 | ||||||
| 3 | 160 | 6 | 3 | 6 | 6 | ||||||
| 3 | 160 | 8 | 3 | 8 | 8 | ||||||
| 6 | 160 | 14 | 3 | 14 | 10 | ||||||
| 6 | 160 | 18 | 3 | 18 | 10 | ||||||
| 6 | 160 | 14 | 3 | 14 | 15 | ||||||
| 6 | 160 | 24 | 3 | 24 | 15 | ||||||
| 6 | 160 | 28 | 3 | 28 | 15 | ||||||
| 6 | 160 | 35 | 3 | 35 | 20 | ||||||
| 6 | 220 | 35 | 3 | 35 | 20 | ||||||
| 6 | 250 | 35 | 3 | 35 | 20 | ||||||
| 6 | 290 | 48 | 6 | 50 | 20 | ||||||
| 6 | 348 | 48 | 6 | 50 | 20 | ||||||
| 6 | 440 | 76 | 6 | 80 | 30 | ||||||
| 6 | 490 | 76 | 6 | 80 | 30 | ||||||
| دبابيس محرك الوجه، دبابيس قابلة للتغيير، دبابيس شفرة المحرك، دبابيس شفرة المخرطة، دبابيس مفتاح السائق | |||||||||||
| دبابيس محرك الوجه (القطر) | دبابيس القيادة CNC (الطول) | دبابيس أسنان محرك المخرطة (العمق) | أسنان دبوس السائق (العرض) | تقنيات دبابيس القيادة | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.564 | 2.756 | 0.748 | 0.106 | FDP 2023 | |||||||
| 0.564 | 2.756 | 0.787 | 0.126 | FDP 2023 | |||||||
| 0.564 | 2.756 | 0.828 | 0.145 | FDP 2023 | |||||||
| 0.564 | 2.756 | 0.866 | 0.165 | FDP 2023 | |||||||
| 0.564 | 2.756 | 0.906 | 0.186 | FDP 2023 | |||||||
| 0.564 | 2.756 | 0.945 | 0.205 | FDP 2023 | |||||||
| 0.564 | 2.756 | 0.984 | 0.224 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.024 | 0.244 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.063 | 0.264 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.102 | 0.288 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.142 | 0.303 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.148 | 0.308 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.181 | 0.323 | FDP 2023 | |||||||
| 0.564 | 2.756 | 1.417 | 0.487 | FDP 2023 | |||||||
| دبابيس محرك الوجه، دبابيس قابلة للتغيير، دبابيس شفرة المحرك، دبابيس شفرة المخرطة، دبابيس مفتاح السائق | |||||||||||
يمكن أن يساعد برنامج تشغيل الوجه في تحسين دقة المعالجة وتقليل وقت الإعداد وزيادة الإنتاجية من خلال السماح بعمليات تصنيع أسرع وأكثر كفاءة. هناك عاملان يجب مراعاتهما عند اختيار دبابيس القيادة: اتجاه الدبوس وقطر القيادة. كلاهما مذكور في العمودين الثاني والثالث من هذا الجدول. عند اختيار نقطة مركزية ، تأكد من أن قطر الفتحة المركزية لقطعة العمل الخاصة بك يقع ضمن النطاق المطلوب في هذا الجدول.
مع سائق الوجه ، يتم الكشف عن قطعة العمل بأكملها للتصنيع. لذلك ، يمكنك تصنيع كامل طول قطعة العمل في عملية واحدة. يؤدي التخلص من الإعداد في عملية الإنتاج إلى زيادة الدقة والكفاءة. علاوة على ذلك ، فإن النقطة المرجعية أحادية المحور التي تحددها النقطة المركزية لسائق الوجه تسمح بتركيز أعلى.
- بيت
- منتجات
- اتصال
- المعدات
- دبابيس السائق
- برامج تشغيل الوجه
- الطبطبات سائق
- دبابيس السائق المتصلبة
- مهاوي السائق
- دبابيس المركز
- مخالب القيادة
- قبضة السائق
- الطبطبات سائقk
- قمم السائق
- تحديد موقع دبابيس
- دبابيس القيادة
- دبابيس سائق الوجه
- السائقين مقابل دبابيس
- دبابيس محرك الأقراص S7
- دبابيس محرك المخرطة
- دبابيس محرك ميكانيكية
- دبابيس محرك صلبة
- برامج تشغيل الوجه CNC
- دبابيس تركيبات محرك الأقراص
- دبابيس القيادة القابلة للتغيير
- دبابيس القيادة القابلة للتغيير
- بكرات الإبرة
- بكرات أسطوانية