
YDTech® ПОСТАВЩИКИ из приводные ножевые штифты для торцевого забивания на обрабатывающих станках, станках с ЧПУ (фрезерных, сверлильных, шлифовальных), токарных станках! ППоставщики из приводные (лезвийные) штифты для торцевых приводов при точении, фрезеровании, сверлении, шлифовании в КИТАЕ!

Другими преимуществами торцевых драйверов являются снижение затрат на электроэнергию, а также меньший износ шпинделя и внутренних компонентов машины. для вращения большого патрона, установленного на машине, требуется больше энергии, чем при небольшом лицевом драйвере. механические драйверы поверхности также могут снизить затраты на техническое обслуживание. нанесение смазки при смене контактов привода обычно является всем, что требуется.
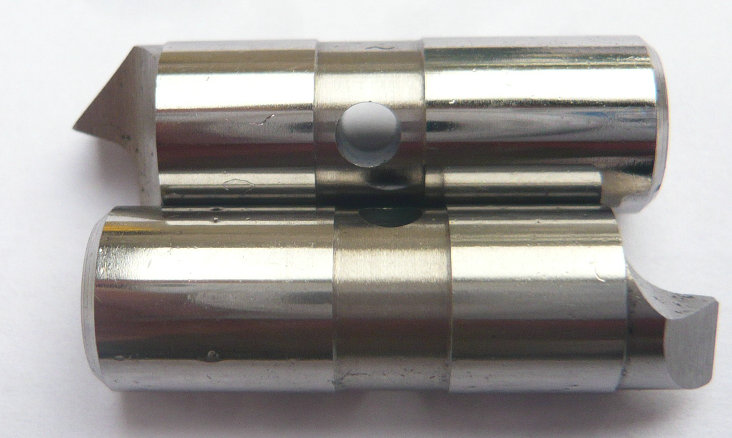
мы производим приводные штифты по чертежам заказчика, его шлифовка включает зубчатый наконечник, а не токарный станок. действуют как зубы водителя лица и вгрызаются в лицо обрабатываемой детали. Приводные штифты являются сменными и в зависимости от размера драйвера и используемой заготовки используются в наборах от трех до десяти.


вся поверхность заготовки может быть обработана и отделана зажимом с максимальной передачей крутящего момента. При выборе лицевого драйвера сначала нужно знать диаметр готовой заготовки. сравните этот диаметр с диапазоном диаметров привода, указанным в верхней части каждой страницы.
крепление торцевого драйвера определяется шпинделем вашей машины. В зависимости от типа торцевого драйвера доступны три различных крепления: хвостовик, фланец или патрон.
При выборе штифтов необходимо учитывать два фактора: направление штифта и диаметр привода. обе колонки указаны во второй и третьей колонках настоящей таблицы. При выборе центральной точки убедитесь, что диаметр центрального отверстия вашей заготовки находится в пределах требуемого диапазона в этой таблице.

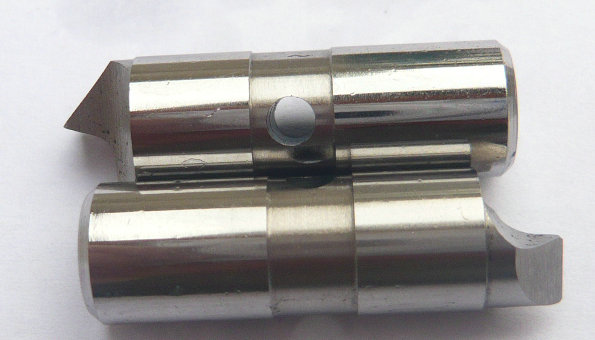
позиционирование или работа не зависит от диаметра центрального отверстия из-за подпружиненной центральной точки. даже когда грани неровные, среднее положение штифтов будет оставаться постоянным от куска к куску.
Для увеличения срока службы инструмента и достижения наилучших результатов мы рекомендуем вам не превышать следующие мощности задней бабки для лицевых драйверов. каждый штифт индивидуально компенсирует любые неровности на лицевой поверхности до тех пор, пока все штифты не будут полностью задействованы. при возрастающей осевой нагрузке выводные штифты проникают в заготовку, завершая операцию зажима, при этом центральная точка сохраняет ось вращения.
с торцевым драйвером вся заготовка выставляется для механической обработки. таким образом, вы можете обработать всю длину заготовки за одну операцию. устранение установки в производственном процессе приводит к повышению точности и эффективности. кроме того, одноосевая контрольная точка, установленная центральной точкой лицевого драйвера, обеспечивает более высокий концентриситет
- домой
- продукты
- связаться
- оборудования
- лицо приводные штифты
- торцевые приводы
- приводной патрон
- закаленные штифты
- приводные валы
- центральные штифты
- приводные клешни
- приводные захваты
- приводные патроны
- топы для водителей
- установочные штифты
- приводные штифты
- Игольчатые ролики
- цилиндрическими роликами
- стальные шарики
- дюбельные штифты
- CNC Детали с ЧПУ
- вольфрамовые булавки