
Hersteller von Mitnehmerbolzen, Wechselteilen an Stirnmitnehmerköpfen, für bewegliche Mittelspannfutter! Lieferant von Wechselstiften für Stirnfutter, Schleifen, Verzahnen, Drehen, Fräsen.

Das Fixieren eines Planantriebs auf einem selbstzentrierenden Spannfutter erfordert einige Schritte, und der spezifische Vorgang kann je nach Marke und Modell Ihrer Ausrüstung variieren. Stellen Sie sicher, dass der Planantrieb richtig auf die Mitte des Spannfutters ausgerichtet ist und dass die Spannbacken des Spannfutters geöffnet und so positioniert sind, dass sie das Werkstück greifen können. Führen Sie den Mittelstift des Planantriebs in das Mittelloch des Spannfutters ein und achten Sie darauf, dass er sicher sitzt und ausgerichtet ist. Wir produzieren ausschließlich Antriebsstifte, Nadelrollenstifte, präzisionsgehärtete Teile usw. Passen Sie Ihre Zeichnungen oder Muster individuell an. nicht Gesicht Fahrer.


Testen Sie den Halt und die Ausrichtung des Werkstücks, indem Sie das Spannfutter von Hand oder mit niedriger Drehzahl drehen und dabei auf Wackeln oder Rutschen achten. Nehmen Sie bei Bedarf alle erforderlichen Anpassungen am Griff oder der Ausrichtung des Werkstücks oder des Planantriebs vor. Um einen sicheren und effektiven Betrieb zu gewährleisten, ist es wichtig, die Anweisungen und Richtlinien des Herstellers für Ihre spezifische Ausrüstung zu befolgen, wenn Sie einen Planantrieb mit selbstzentrierendem Spannfutter verwenden.
Bei einem mechanischen Reitstock übt das durchschnittliche Festziehen mit einer Hand ausreichend Kraft aus, um einen Druck von etwa 1.700 Pfund aufzubauen. Bei einem kraftbetriebenen Reitstock entspricht die Kraft der Fläche des Kolbens in Quadratzoll mal dem Eingangsdruck in den Zylinder in Pfund pro Quadratzoll.


Positionieren Sie die Backen des Planantriebs um den Außendurchmesser des Werkstücks und ziehen Sie sie mit den entsprechenden Schraubenschlüsseln oder Werkzeugen fest. Achten Sie darauf, dass die Backen gleichmäßig angezogen werden, um einen sicheren Halt am Werkstück zu gewährleisten. Verwenden Sie den Spannschlüssel oder einen anderen Verriegelungsmechanismus an Ihrem selbstzentrierenden Spannfutter, um die Backen zu arretieren und sicherzustellen, dass sie sicher um das Werkstück herum festgezogen bleiben.
Mitnehmerstifte und Zentrierstifte in Sonderausführung Für unterschiedliche Werkstückoberflächen und Spannbedingungen konstruieren und fertigen wir eine Vielzahl von Mitnehmerstiften und Zentrierstiften in Sonderausführung.
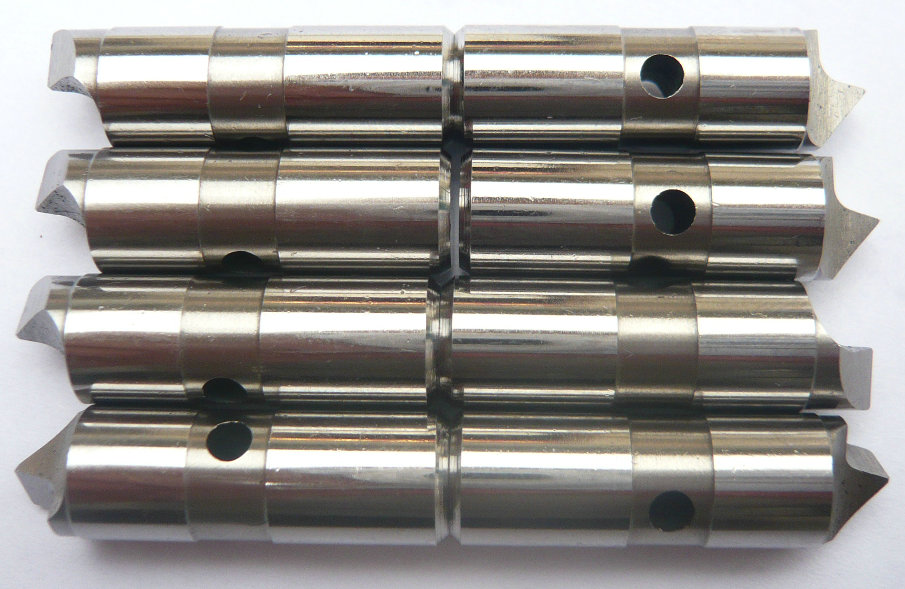
FDP-5 Antriebsstifte- Kupplung, Mitnehmerbolzen, Mitnehmerbolzenkopf, Gewindestift Mitnehmerbolzenkopf,
| Stirnseitenmitnehmer (Durchmesser) | CNC Mitnahmebolzen (Länge) | Antriebszahnstifte (Tiefe) | Mitnehmerstiftzähne (Breite) | Technologien | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.800 | 3.622 | 1.732 | 0.183 | FDPT 2023DD | |||||||
| 0.800 | 3.622 | 1.722 | 0.214 | FDPT 2023DD | |||||||
| 0.800 | 3.622 | 1.813 | 0.228 | FDPT 2023G | |||||||
| 0.800 | 3.622 | 1.823 | 0.258 | FDPT 2023VVD | |||||||
| 0.800 | 3.622 | 1.865 | 0.288 | FDPT 2023G | |||||||
| 0.800 | 3.622 | 1.965 | 0.265 | FDPT 2023G | |||||||
| 0.800 | 3.622 | 1.988 | 0.248 | FDPT 2023V | |||||||
| 0.800 | 3.622 | 2.008 | 0.358 | FDPT 2023HU | |||||||
| 0.800 | 3.622 | 2.156 | 0.368 | FDPT 2023YH | |||||||
| 0.800 | 3.622 | 2.168 | 0.387 | FDPT 2023JJ | |||||||
| 0.800 | 3.622 | 2.225 | .281 | FDPT 2023T | |||||||
| 0.800 | 3.622 | 2.254 | 0.402 | FDPT 2023H | |||||||
| 0.800 | 3.622 | 2.287 | 0.442 | FDPT 2023HH | |||||||
| 0.800 | 3.622 | 2.345 | 0.462 | FDPT 2023TG | |||||||
| 0.800 | 3.622 | 2.369 | 0.482 | FDPT 2023G | |||||||
| 0.800 | 3.622 | 2.465 | 0.520 | FDPT 2023T | |||||||
| 0.800 | 3.622 | 2.485 | 0.542 | FDPT 2023GT | |||||||
| 0.800 | 3.622 | 2.546 | 0.562 | FDPT 2023T | |||||||
| 0.800 | 3.622 | 2.548 | 0.586 | FDPT 2023GT | |||||||
| 0.800 | 3.622 | 2.559 | 0.602 | FDPT 2023G | |||||||
| Stirnseitenmitnehmer-Waagekörper,Aufnahmebolzen Waagekörper, Unterlage Aufnahmebolzen, Schwingplättchen. Antriebsstifte- Kupplung, Mitnehmerbolzen, Mitnehmerbolzenkopf, Gewindestift Mitnehmerbolzenkopf, Stirnseitenmitnehmer- Zentrierspitze, Tellerfedern, Stützzylinder Zentrierspitze, Mitnehmerkörper. | |||||||||||
Der erste Schnitt sollte im Allgemeinen in Richtung des Stirnmitnehmers erfolgen, um das Werkstück besser zu fixieren und den Mitnehmerstiften die Möglichkeit zu geben, ihre Arbeit zu verrichten, indem sie sich hineinbeißen. Sobald der erste Schnitt in Richtung des Stirnmitnehmers erfolgt ist, können Schnitte in Richtung des Reitstocks durchgeführt werden. Schleifen und Hartdrehen.
Ein Stirnradtreiber besteht aus zwei Hauptkomponenten: dem Antriebskopf und der Halterung. Die Halterung positioniert den Treiber in der Maschine, entweder mit einem Morsekegelschaft, der direkt im Maschinenkegel montiert wird. oder eine Spannfutteraufnahme, die zwischen speziellen Spannbacken eingespannt wird; oder eine Flanschbefestigung, die mit einem Spindeladapter an der Maschinenspindel verschraubt wird. Die Abbildung zeigt einen Morsekegelschaft. der Antriebskopf enthält das Ausgleichsmedium; Dadurch können sich die Stifte an Schwankungen der Anlagefläche und des federbelasteten Mittelpunkts anpassen.
- Hause
- Produkte
- Kontakt
- Ausrüstungen
- Mitnahmebolzen
- Stirnmitnehmer vs. Mitnahmebolze
- Mitnahmebolzen
- Mitnehmerbolzen für Stirnseiten Mitnehmer
- Stirnmitnehmer, mechanisch
- gehärtete Mitnehmerstifte
- CNC Stirnmitnehmer
- Antriebsvorrichtung Stifte
- austauschbare Mitnehmerstifte
- stirnmitnehmer
- Antriebsstifte
- Zentrierspitzen
- Mitnahmebolzen
- Zwischenflansch
- rollspin
- Hartmetall Zentrierspitzen
- gleitbacken spanndorn
- Zentrierspitze
- Stützzylinder Zentrierspitze
- befestigungselemente
- Aufnahmebolzen Waagekörper
- Nadelrollen
- Zylinderrollen