
YDTech® Micro-gezahnte Antriebsstifte (S7) für Stirnmitnehmer! Antriebsstifte und Mittelstifte für Schleifer, Fräsmaschinen in China!

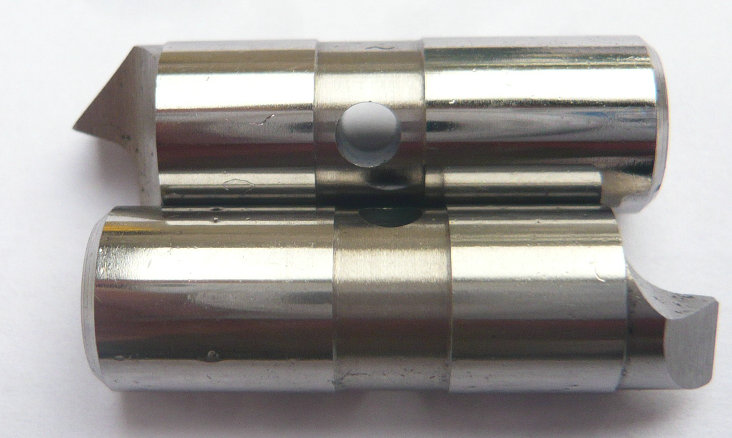
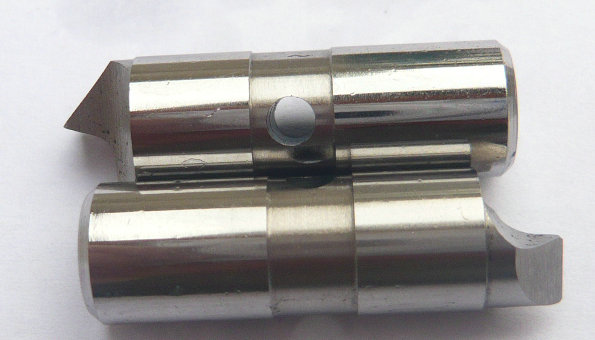
Wir produzieren Antriebsstifte auf den Zeichnungen des Kunden, es ist Schleifen gehören gezackte Spitze, nicht Drehbank Verarbeitung. Fungieren als die Zähne des Gesichtsfahrers und beißen in das Gesicht des zu bearbeitenden Teils. Antriebsstifte sind austauschbar und abhängig von der Größe des Fahrers und des beteiligten Werkstücks werden in Sätzen von drei bis zehn verwendet.
Antriebsstift ist ein mechanisches Detail, das entworfen ist, um ein bestimmtes Ergebnis zu ermöglichen, wenn eine vorbestimmte Kraft angelegt wird. Es kann entweder als Sicherung dienen, um zu brechen, um andere Teile zu schützen.


Antriebsstifte zur Drehmomentübertragung auf das Werkstück durch Schleifen von weichen und gehärteten Werkstücken. Wir wenden Antriebsstifte aus gehärtetem s7 mit einem Meißel an. Sie zeichnen sich durch hohe Verschleißfestigkeit sowie maximale Drehmomentübertragung aus. Ein Gesichtsfahrer hat die Notwendigkeit, das Werkstück während des Produktionsprozesses zu drehen und ermöglicht es, dass das gesamte Stück in einem Arbeitsgang bearbeitet wird. Dabei wird das stückstück in der maschine mit einem lebenden zentrum zentriert, das seinen punkt in der mittlere loch an einem ende des werkstücks lokalisiert. Ein Gesichtsfahrer verwendet dann einen Reitstockdruck, um das Werkstück mit seinem Mittelpunkt in Eingriff zu bringen, der das Teil lokalisiert und eine gleichmäßige Drehachse bereitstellt.
Da der Maschinen-Reitstock-Druck das Werkstück weiter gegen den Mittelpunkt antreibt, zwingt der axiale Druck den federbelasteten Mittelpunkt zurück in den Trägerkörper, bis die Antriebsstifte in die Stirnseite des Werkstücks eingreifen, wodurch die Notwendigkeit besteht, den Außendurchmesser zu spannen .

Jeder Pin kompensiert individuell Unregelmäßigkeiten im Gesicht, bis alle Stifte vollständig eingerastet sind. Diese Technik entfernt die Spannbacken aus dem Weg des Schneidwerkzeuges und ermöglicht es, das Stück von Ende zu Ende zu bearbeiten, gleichzeitig die Produktionszeit zu senken und die Konzentrizität zu erhöhen.
Bei einer typischen Drehanwendung füllt ein Maschinist ein Ende des Metallwerkstücks und beginnt mit dem Schnitt. Als er sich der Fertigstellung des vorhandenen Bereichs nähert, ist er gezwungen, die Maschine zu stoppen und das Teil umzudrehen, um das Schneiden der Oberfläche zu vervollständigen, die vorher in den Spannbacken war.
Dieser Prozess schafft zwei Probleme. Die erste und offensichtlichste Frage ist die Zeit. Bei der Herstellung von Produktionsmengen in den Hunderten oder Tausenden, die Zeit, die es braucht, um jedes Teil zweimal schnell zu fangen, addiert sich und beginnt, in Gewinne zu schneiden. Das zweite problem liegt in der konzentrizität des fertigen stückes.
Wenn ein Hersteller Achsen oder eine ähnliche Art von Schachtarbeit herstellt, ist es sehr wichtig, dass die Abmessungen des Teils von Ende zu Ende genau sind. Diese Abmessungen können jedoch bei dieser Art von Herstellungsverfahren geringfügig variieren, da das Werkstück nicht perfekt ausgerichtet werden kann, wenn es zum zweiten Mal eingespannt wird. Beide Probleme können mit der Verwendung eines Face-Treibers beseitigt werden.
- Hause
- Produkte
- Kontakt
- Ausrüstungen
- Mitnahmebolzen
- stirnseitenmitnehmer
- Stirnmitnehmer
- Antriebsfutter
- Zylinderstifte
- Antriebswellen
- Mittelstifte
- Klauen antreiben
- Antriebsgriffe
- Laufwerksfutter
- Laufwerk hält
- Fahrstifte
- Stahlbälle
- Zylinderrollen
- Nadelrollen
- Ventilkugeln
- Keramikrollen
- Kegelrollen
- Dübelstifte